Ceramic Ferrule Manufacturing Process

Professional Manufacturer Fiber Optical Polishing Jig Fiber Polishing Puck For Polsihing Lc Ferrule Manufacturing Fiber Jig

Ceramic Ferrule All Industrial Manufacturers

Instrumentation Fitting Fittings Manufacturing Engagement Rings
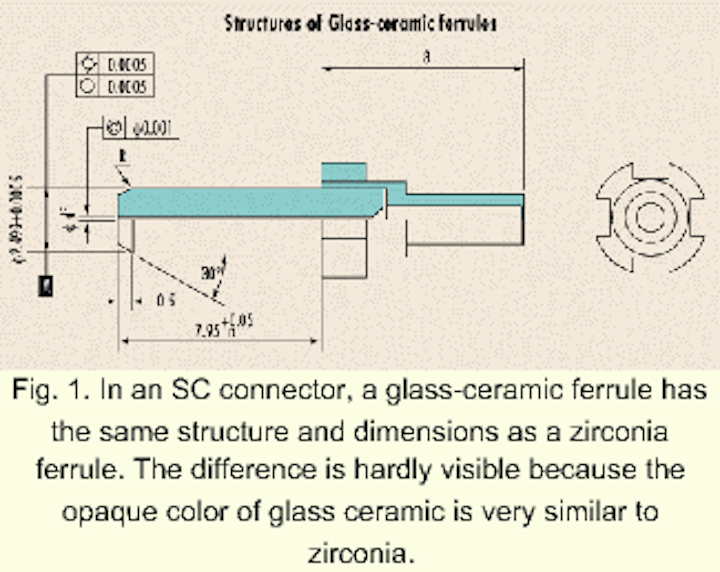
A New Glass Ceramic Ferrule Technology For Optical Connectors Lightwave

Ceramic Ferrule Producing Line Youtube
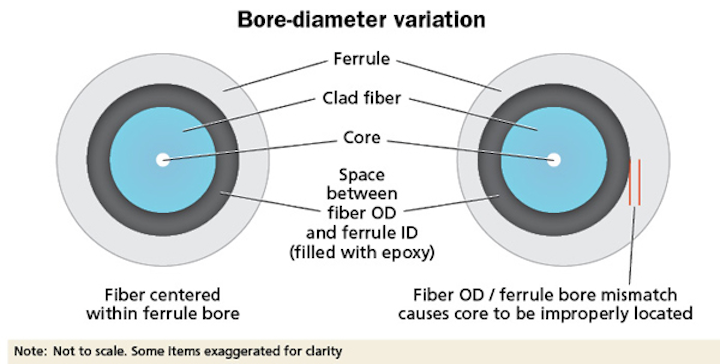
Good Fiber Optic Connections Start With The Ferrule Cabling Installation Maintenance

Sino stone s ceramic ferrule forging machine.
Ceramic ferrule manufacturing process.

Professional Manufacturer Fiber Optical Polishing Jig Fiber Polishing Puck For Polsihing Lc Ferrule Manufacturing Optical Fiber

Ceramic Ferrule

Stainless Steel Tube Fittings Fastest Delivery Instinox Stainless Steel Tubing Stress Corrosion Cracking Stainless Steel

Stud Welding With Ceramic Ferrules Taylor Stud Welding Guide

How To Produce Welding Ceramic Ferrule Youtube
Lapping Film Options Part 2 Fiber Optic Center Zirconia Ferrules

China Ceramic Ferrule Ceramic Ferrule Manufacturers Suppliers Price Made In China Com

Ferrule Products Seikoh Giken

Axk 6308 Full Ceramic Bearing 1 Pc 40 90 23 Mm Si3n4 Material 6308ce All Silicon Nitride Ceramic Ball Bearings Kids Party Crafts Ceramics Craft Party
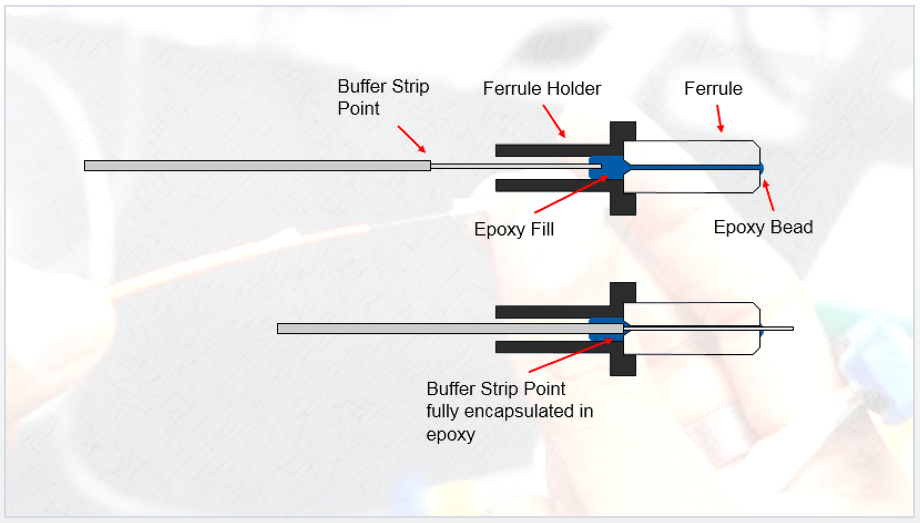
Epoxy Dispensing Explained Fiber Optic Center

Instrument Tubing Valves In 2020 Valve Steam Turbine Manufacturing

Customised Sanitary Stainless Steel Tri Clamp End Cap With Clamp Ferrules Sanitary Alibaba Custom

Heating Ceramic High Temperature Shuttle Kiln Buy High Temperature Shuttle Kiln Shuttle Kilns For Ceramics Ceramic And Industrial Kiln Product On Alibaba Com

Pin On Alibaba

Fiber Optic Metal Ferrule Suppliers And Manufacturers China Factory Price Focc Technology

16 Ferrule E2000 Apc Fiber Optic Polishing Jig

Ferrules Sleeves Adamant Namiki Precision Jewel Co Ltd

Tube Insert Or Ferrules For Heat Exchanger And Boilers

Factory Price Fiber Ferrule Polishing Jig Four Pressure Polishing Machine

Ftth Solutions Fiber Optical Ferrule Polishing Machine

Http Www Parher Com Interlock Hose Fittings Is Designed To Prevent Connection And Disconnection Process No Oil Lea Copper Fittings Braided Hose Hydraulic

We Produce Track Bolt According To Area Bs Din And Gb Grade 4 6 5 6 8 8 10 9 And This Is Tbolt T Bolt Bolt Hex Bolt

Pin On Alibaba

Bidirectional Pressure Seal Butterfly Valve China Butterfly Valve Butterfly Valve Valve Manufactory
Source : pinterest.com
